
Contact Us
For superior stickies control in recycled fiber, stick with a leader in deposit control technology.
As adhesive technology becomes more and more complex and the demand for recycled fiber in packaging grows, mills are getting stuck with a bigger and bigger problem. Stubborn stickies. They downgrade quality, reduce output, and cost a lot of money. In fact, stickies cost the pulp and paper industry tens of millions of dollars every year.
Buckman stickies control technologies can set mills free. Our Optimyze® and Optimyze Plus enzymatic programs are proven to prevent stickies from agglomerating into bigger ones and interfering with recycling, pulp, and paper machine operations. So mills can reduce downtime, produce more packaging with improved quality, and make more profit.
Our solutions include:
- Unique enzyme flotation aids designed for higher stickies removal
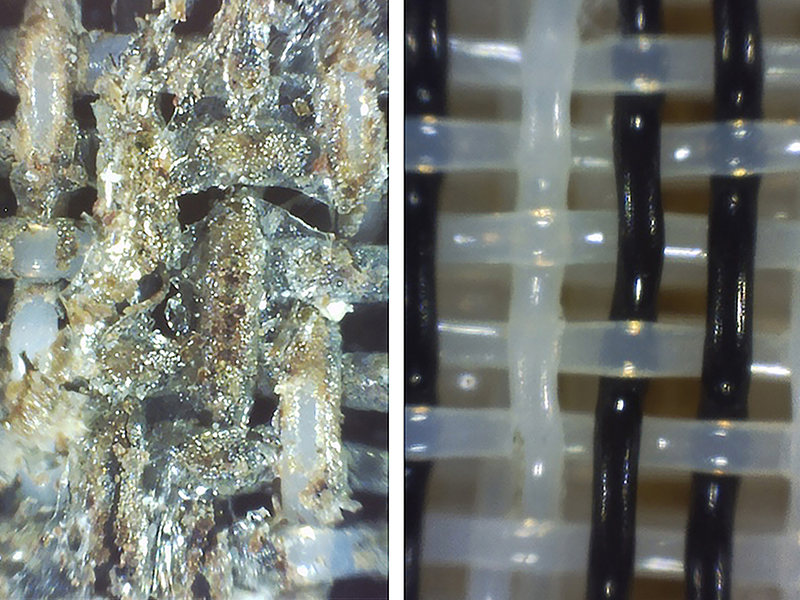
- Green, low VOC solvent products for forming fabrics
- Technology to control deposition on rolls
- Passivation products to treat forming fabrics
- Patented enzyme-based felt conditioners to control stickies in wet felts
- Patented enzyme products to reduce and control stickies
- Patented copolymer products to prevent re-agglomeration
Unique enzymes. Unique results.
Buckman’s patented Optimyze® and Optimyze Plus enzymes are unique in the industry, able to reduce the size and loading of both micro and macrostickies in your system. Effective In conjunction with our organic detackifier, Optimyze enzyme technologies can:
- Reduce the size and quantity of stickies in your furnish
- Passivate any stickies that remain and keep them from combining and depositing in your system
Profit-boosting benefits
Buckman stickies control technologies will provide effective stickies control so your mill can:
- Reduce downtime
- Increase machine runnability
- Reduce furnish costs
- Improve converting efficiency
- Increase brightness
- Decrease ERIC
- Improve sheet quality
- Reduce solvent usage
- Increase clothing life
Long-lasting
Patented stabilizers keep our enzymatic technologies fully functional and ready when you need them—even after a year!
Eco-friendly
Our enzyme-based solutions help reduce your impact on the environment. Optimyze technology is a past winner of the U.S. EPA Presidential Green Chemistry Challenge Award.
Unleash Your Fabric Showering Potential
Read this article published in Tissue World Magazine (March/April 2021) to learn about a new technology that results in continuous removal of stickies by showers and Uhle boxes.
LEARN MORE
Enzymatic technologies provide a new level of stickies control
Check out this article, published in World Pulp & Paper 2019, to learn more about enzymatic stickies control.
LEARN MORE